歡(huān)迎光恒(héng)興機(jī)械(xiè)官方網站!
收(shōu)藏本站 常(cháng)見問(wèn)題 網(wǎng)站地圖
-

-
恒(héng)興機(jī)械
專(zhuān)注(zhù)機械行業30年 用心服務
服(fú)務熱(rè)線:
139 5979 0603
專(zhuān)注(zhù)機械行業30年 用心服務
139 5979 0603

咨(zī)詢熱線(xiàn):
139 5979 0603
郵箱(xiāng): hx@zjhjcm.cn
手機(jī): 13959790603
地址: 福建泉(quán)州豐州(zhōu)鎮東門(mén)工(gōng)業區恒興(xìng)工業(yè)園
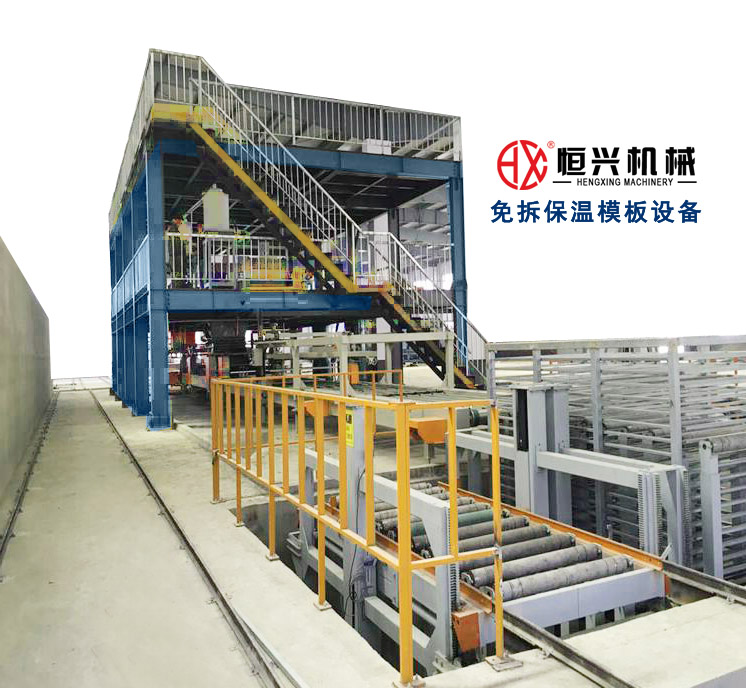
恒興蒸(zhēng)壓灰砂(shā)磚(zhuān)生産(chǎn)線是由泉州恒(héng)興(xìng)機械公司研發生産的機(jī)械(xiè)設備,它是以生産蒸(zhēng)壓灰(huī)砂磚(zhuān),蒸壓粉(fěn)煤灰磚,耐火(huǒ)磚爲(wèi)主的(de)生産線設備。别(bié)名叫蒸壓灰砂(shā)磚設備(bèi),又有叫(jiào)蒸壓(yā)灰砂磚生(shēng)産線 。該生産線以石(shí)灰爲(wèi)主要(yào)原料(liào)(也可以摻(chān)加适(shì)量石(shí)膏和骨料(liào))經坯(pī)料制(zhì)備,在(zài)經過液壓磚機壓制成(chéng)型。然後(hòu)經蒸壓釜蒸壓(yā),高壓(yā)蒸(zhēng)汽養護(hù)而成的牆體材(cái)料。蒸(zhēng)壓(yā)磚生産(chǎn)線設備(bèi)包括:攪(jiǎo)拌機(jī)、消化機、液(yè)壓成型磚機、輪(lún)碾機、蒸壓釜等(děng)主要(yào)設(shè)備(bèi)及箱式給料機、螺旋(xuán)輸送機、爬鬥、骨(gǔ)料稱、膠帶(dài)輸送(sòng)機、養護小(xiǎo)車、擺渡車等(děng)輔助設(shè)備。
設備簡介
恒興蒸壓灰砂磚(zhuān)生産線按(àn)生(shēng)産工藝(yì)從胚(pēi)料制備、壓制成(chéng)型、高(gāo)效蒸(zhēng)汽養護等(děng)一系(xì)列過(guò)程,所需各(gè)種相關(guān)的成套設備(bèi)。其設備包(bāo)括:攪(jiǎo)拌機(jī)、消化機、液壓磚機(jī)機(jī)、輪碾機、蒸(zhēng)壓釜等主(zhǔ)要設(shè)備及(jí)箱式給料(liào)機、螺(luó)旋輸(shū)送機、爬鬥(dòu)、骨料稱、膠(jiāo)帶輸送機(jī)、養護(hù)小車、擺(bǎi)渡車等(děng)輔助設備。
該生(shēng)産線所(suǒ)生産的(de)産品強度(dù),可達 mu20 ,生産工藝技術(shù)水平較高,能耗(hào)低,産(chǎn)品廣泛用(yòng)于建(jiàn)築基礎和内外牆(qiáng)體。蒸壓磚在我國各地(dì)具有一定生産(chǎn)規模,應(yīng)用已相(xiàng)當普(pǔ)遍。
技術要(yào)求
恒興蒸(zhēng)壓磚(zhuān)生産(chǎn)線的原材(cái)料及其(qí)技術要求
(1) 砂 用于生産(chǎn)灰砂(shā)磚的(de)沙子 , 可采用山砂、河(hé)砂、風積砂(shā) , 也可(kě)用岩(yán)石破碎後(hòu)的人(rén)造砂(shā)或工(gōng)業鑄造用(yòng)的廢型砂 . 但無論使(shǐ)用(yòng)哪種砂 , 均應(yīng)滿足以下(xià)技術要求(qiú)。
①砂中的二(èr)氧化(huà)矽含量應(yīng)大于(yú) 65 ﹪
②砂(shā)中的黏(nián)土含量應(yīng)小于 15 ﹪
③砂中(zhōng)的(de)氧化鉀、氧化鈉總量不得大于(yú) 2.5 ﹪
④砂中不(bú)應含(hán)有礫(lì)石、草根、樹皮(pí)等有機(jī)雜質 .
⑤砂(shā)子的含水率不得大于(yú) 6 ﹪ .
⑥砂子應具有良好的級配 , 空隙(xì)率 , 其參考(kǎo)級配(pèi)如下 :
粒徑 2.5 ~ 5.0mm 含量(liàng)爲 0
1.2 ~ 2.5mm 3 ﹪~ 5 ﹪
0.3 ~ 1.2mm 45 ﹪~ 60 ﹪
0.15 ~ 0.3mm 20 ﹪~ 30 ﹪
< 0.15 < 30 ﹪
⑦砂中的(de)氯化物含(hán)量不(bú)應大于 0.01 ﹪ .
⑧砂(shā)中的(de)雲母(mǔ)含量(liàng)不(bú)得超過(guò) 0.5 ﹪ .
生産實踐(jiàn)證(zhèng)明 , 使用顆(kē)粒較粗(cū)且粒徑均(jun1)勻的(de)砂或(huò)者是粒徑(jìng)小(xiǎo)于 0.075m 的(de)特細砂(shā) , 所制(zhì)成的灰砂磚技術性能皆不能達(dá)到要求(qiú) . 一般采用(yòng)細度模數 2.2 ~ 1.6,1.5 ~ 0.7 的細砂和(hé)特細砂 , 效果最(zuì)好。
(2) 生(shēng)石灰(huī) 生石灰的(de)質(zhì)量直接影響灰砂磚的(de)質(zhì)量 , 應盡(jìn)可能(néng)選用(yòng)含鈣量高(gāo)、消化速度快 , 消(xiāo)化溫(wēn)度高的生石灰 . 其具(jù)體要(yào)求如(rú)下 :cao 含量> 60 ﹪ ;mgo < 5 ﹪ ; 消(xiāo)化速度< 15min; 消(xiāo)化溫(wēn)度> 60 ℃ ; 過火石灰< 5 ﹪ ; 生(shēng)石灰< 10 ﹪ ; 粉(fěn)化灰< 10 ﹪ .
爲了解(jiě)決石灰在水化(huà)時(shí)體(tǐ)積膨(péng)脹對(duì)灰砂磚的(de)影響(xiǎng) , 通常采用(yòng)下面一些(xiē)措施(shī) .
①提高(gāo)石灰細度 . 一般(bān)控制在 3000cm2/g 左(zuǒ)右 .
②提高(gāo)水灰比(bǐ) . 混合料的(de)成型水分(fèn)一(yī)般(bān)控制在 7.5 ﹪~ 10 ﹪ .
③加入石膏等(děng)外加(jiā)劑 .
(3) 生(shēng)産用(yòng)水 任何飲用(yòng)水(shuǐ)均可使(shǐ)用(yòng) . 采用天然水(shuǐ)時 , 應符(fú)合以(yǐ)下指(zhǐ)标 :ph 值(zhí)不(bú)得小(xiǎo)于 4; 鹽的(de)總含量不得超過 5000mg/l; 不(bú)得含(hán)有油(yóu)脂、植物(wù)油、糖類(lèi)、酸類(lèi)及其他有(yǒu)害物質 .
工(gōng)藝流程
原(yuán)料的處(chù)理(lǐ)
塊狀的生石灰(huī)在與(yǔ)砂子(zǐ)混合(hé)配料前必須經(jīng)過破(pò)碎、粉(fěn)磨達(dá)到生産(chǎn)工(gōng)藝要(yào)求的(de)細度 . 一般(bān)大塊(kuài)的生(shēng)石灰常用(yòng)鄂式破碎(suì)機進行破(pò)碎 . 經(jīng)破碎的(de)石灰還(hái)需進行粉(fěn)磨 . 一(yī)般采(cǎi)用球磨機(jī)對石灰(huī)進行粉(fěn)磨(mó) .
混合料的配(pèi)合比設計
①灰(huī)砂(shā)磚混合料(liào)配合比應滿(mǎn)足以下(xià)要求
a. 物理力學(xué)性能 , 特别是抗(kàng)壓強度的要求(qiú) . 一般抗壓(yā)強度要求在 10mpa 以上,并且還要滿(mǎn)足抗凍(dòng)、碳化(huà)、耐酸堿(jiǎn)、耐火、收縮等(děng)性能的(de)要求。
b. 滿足(zú)磚坯成(chéng)型(xíng)時,對(duì)混合(hé)料塑性的(de)要(yào)求。
c. 配合比要(yào)盡量降低成本(běn),提高(gāo)經濟(jì)效益(yì)。
②配合比的設計(jì)計算 砂:石(shí)灰 =89 : 11
混(hùn)合料(liào)的制(zhì)備
混(hùn)合料的制(zhì)備是(shì)将按配合比要(yào)求計量(liàng)的生石灰、砂(shā)在強制式(shì)攪拌(bàn)機中加入 6 ﹪~ 9 ﹪的水(shuǐ)進行第(dì)一(yī)次攪拌,經一次(cì)攪拌的拌(bàn)和物(wù)投入消化(huà)倉中(zhōng)消化(huà) 2 ~ 3h, 然後進行(háng)第二(èr)次(cì)攪拌即(jí)可 . 也(yě)就是(shì)說混(hùn)合料(liào)的制(zhì)備主要包(bāo)括一(yī)次攪(jiǎo)拌、消化(huà)、二次攪(jiǎo)拌幾(jǐ)個(gè)過程(chéng) .
拌和物(wù)一次(cì)攪拌(bàn)的目(mù)的是(shì)使拌(bàn)和物各組分相(xiàng)互分散(sàn),增加接(jiē)觸面積,使物料(liào)均勻混(hùn)合(hé),并加(jiā)強化(huà)學吸附作用。再(zài)者,通過攪(jiǎo)拌(bàn)可使水(shuǐ)膜包(bāo)裹住固相(xiàng)顆(kē)粒(lì)的表面,使(shǐ)水均(jun1)勻分布于(yú)攪拌(bàn)物中(zhōng),使石(shí)灰能(néng)更充分地(dì)消化(huà),增加拌和物的和易(yì)性,改(gǎi)善塑(sù)性,提高(gāo)成型性能和(hé)制品(pǐn)的物(wù)理性能。一般攪(jiǎo)拌時(shí)間控制在 1.8min 左右,爲使(shǐ)石灰(huī)充分(fèn)消化,在嚴(yán)寒季(jì)節,可(kě)使用加(jiā)熱攪拌,即在(zài)攪拌的同時(shí)通入蒸汽價(jià)壓,需(xū)要注意的是,要(yào)注意(yì)扣除由蒸(zhēng)汽冷凝的這部(bù)分水量以免(miǎn)在配合(hé)比中(zhōng)的水(shuǐ)分偏(piān)多(duō)。
經過消(xiāo)化 ( 或(huò)稱(chēng)陳化 ) 的(de)混合(hé)料在成型(xíng)前,還須(xū)進(jìn)行第(dì)二次加水攪拌(bàn),其目的(de)是(shì):一方(fāng)面消化(huà)之後部(bù)分水分(fèn)蒸發,使(shǐ)拌和(hé)料含水(shuǐ)率(lǜ)降低 3.5% 左(zuǒ)右,爲了(le)便于(yú)成型(xíng),必須(xū)進行二次加水(shuǐ)攪拌;另(lìng)一方面(miàn),二次(cì)攪拌(bàn)可把結塊的物(wù)料打(dǎ)散,使物(wù)料(liào)更均(jun1)勻、塑性更(gèng)好,有(yǒu)利于成型(xíng)和提(tí)高制品性能。
磚(zhuān)坯成型
灰(huī)砂磚一般(bān)采用壓制(zhì)成型,對磚(zhuān)坯的(de)加(jiā)壓(yā)方式有單(dān)面加壓和雙面(miàn)加壓(yā);從時(shí)間上說,又(yòu)有一次加(jiā)壓和(hé)兩次加壓(yā) . 由于壓力(lì)在坯(pī)體中(zhōng)傳遞有阻(zǔ)力 , 雙(shuāng)面(miàn)加壓比(bǐ)單面(miàn)加壓的效(xiào)果好(hǎo);二次加壓(yā)有利(lì)于坯體内(nèi)空氣的排出(chū)。因此,最(zuì)佳的成型制度(dù)是(shì)采用雙(shuāng)面、多(duō)次加壓成(chéng)型。通常(cháng)成(chéng)型壓力越高(gāo),磚坯的(de)體積密度(dù)、強度(dù)也就越高(gāo)。但壓(yā)力超過(guò)一(yī)定極(jí)限時(shí),會導緻磚(zhuān)坯産(chǎn)生彈(dàn)性(xìng)阻(zǔ)抗,使其膨脹、層(céng)裂,因而(ér)成(chéng)型壓(yā)力一(yī)般不超過(guò) 20mpa.
蒸壓養護
磚坯(pī)成型及在(zài)進行(háng)蒸壓(yā)養護前要(yào)在室溫(wēn)中(zhōng)靜停(tíng)一段(duàn)時間,其目(mù)的在(zài)于(yú)讓磚坯(pī)中多餘水分(fèn)可(kě)蒸發掉(diào)一部分,這樣就(jiù)可(kě)防止磚坯(pī)在(zài)升(shēng)溫過程中(zhōng)由于水分(fèn)受熱(rè)膨脹而(ér)造(zào)成磚坯裂紋;其(qí)次是由于靜停(tíng)可使磚坯(pī)強度(dù)有所(suǒ)增加,從而(ér)提高(gāo)制品(pǐn)強(qiáng)度(dù);第三,對于(yú)消化(huà)不完的拌和物起到繼續(xù)消化作用,這(zhè)樣(yàng)就可(kě)避免(miǎn)石灰在(zài)蒸(zhēng)壓過程中(zhōng)因養(yǎng)護溫度升高而(ér)造成石灰急速(sù)消化(huà)膨脹使制(zhì)品産生裂紋。一般靜(jìng)停時(shí)間爲(wèi) 2 ~ 3h 。
恒興(xìng)蒸(zhēng)壓(yā)灰砂磚液(yè)壓機|靜壓(yā)磚(zhuān)機(jī)http://zjhjcm.cn

|
|
|---|
|
技術(shù)支持(chí)
")
産品(pǐn)咨詢
|